Die Gesamtabmessungen der Räumnadel + Räumnadel variieren je nach Art der Räumnadel und können unterschiedlich sein:
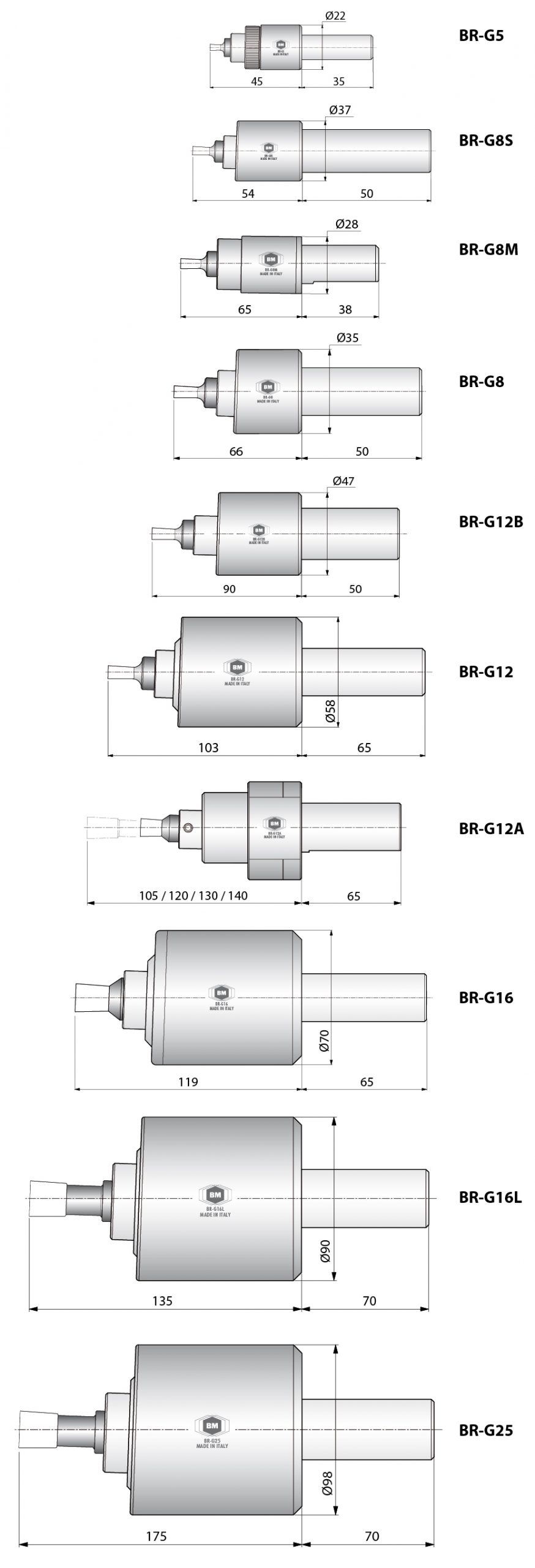

Die Gesamtabmessungen der Räumnadel + Räumnadel variieren je nach Art der Räumnadel und können unterschiedlich sein:
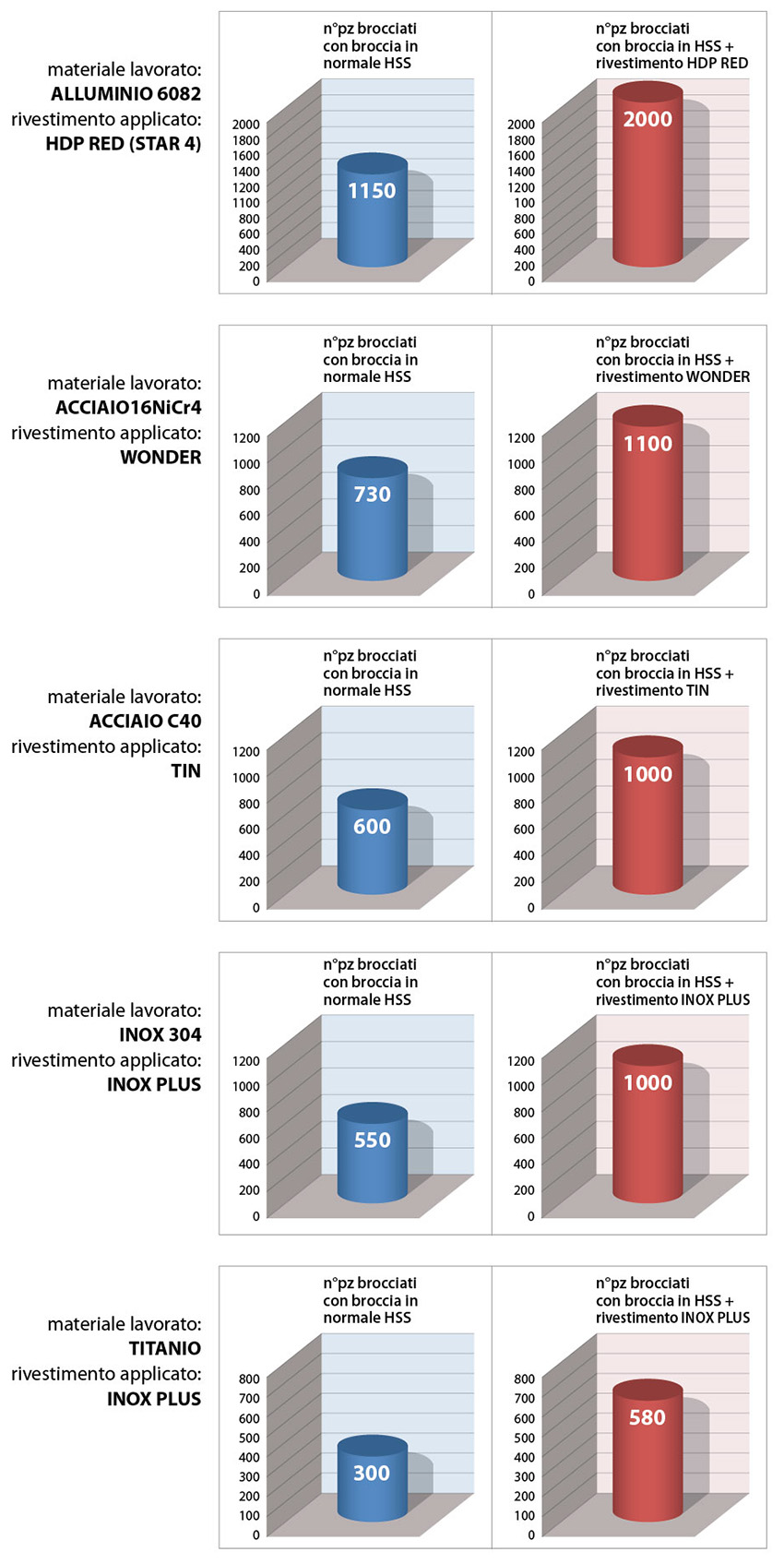
Die Lebensdauer der Brighetti-Werkzeuge ist proportional zu den mehr oder weniger korrekten Einsatzbedingungen, den Eigenschaften des zu bearbeitenden Materials und der Menge des abgetragenen Materials im Verhältnis zu dem auszuführenden Abschnitt.
Tipps für eine längere Lebensdauer der Räumnadel
1) Verwenden Sie eine Werkzeugmaschine, die steif genug ist, um starken axialen Schüben standzuhalten, die Vibrationen und/oder Verbiegungen verursachen können.
2) Eine längere Standzeit wird erreicht, wenn man die Schneide des Werkzeugs in regelmäßigen Abständen überprüft und gegebenenfalls durch leichtes Nachschärfen eingreift, bevor die Schneiden zu stark abgenutzt sind.
Der Beschnitt kann flach erfolgen (kein Spanwinkel).
Durch Nachschärfen des Werkzeugs wird das Profil schrittweise verkleinert, etwa um 0,01 für jeden Zehntel mm. Im Gegensatz dazu haben die Matrizen für Außenprofile einen progressiv ansteigenden Schnittquerschnitt.
Da die Schneidachse konzentrisch zur Achse des Werkstücks gehalten werden muss, ist es notwendig, dass der Vorsprung des Werkzeugs auf dem Räumtisch konstant bleibt:
– 45 mm für das G16L
– 25 mm für G12 und G16
– 18 mm für das G8
– 10 mm für das G5
Sollte der Nachschliff mehr als 1 mm betragen, muss dieser mit einer geschliffenen Unterlegscheibe am Werkzeugschaft ausgeglichen werden, um dieses Maß wiederherzustellen.
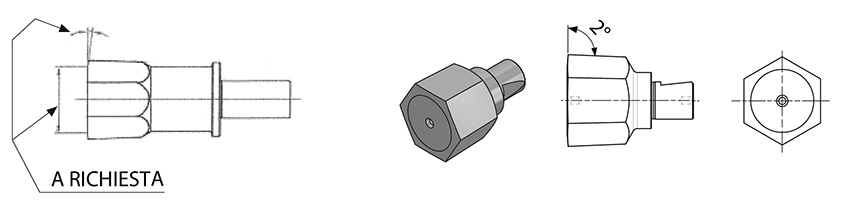
SCHÄRFUNGSARTEN AUF ANFRAGE, JE NACH ART DES ZU BEARBEITENDEN MATERIALS
STANDARDSCHÄRFEN ‚Brighetti Meccanica
Schärfen mit flacher Oberfläche und 2° Spanwinkel.

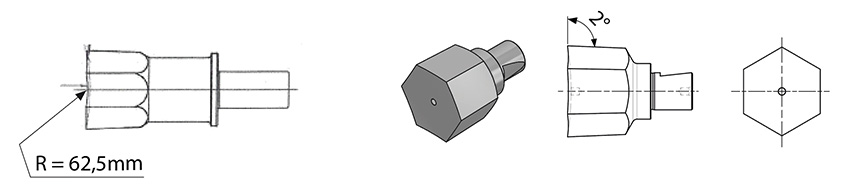
TASCHENSCHLEIFEN
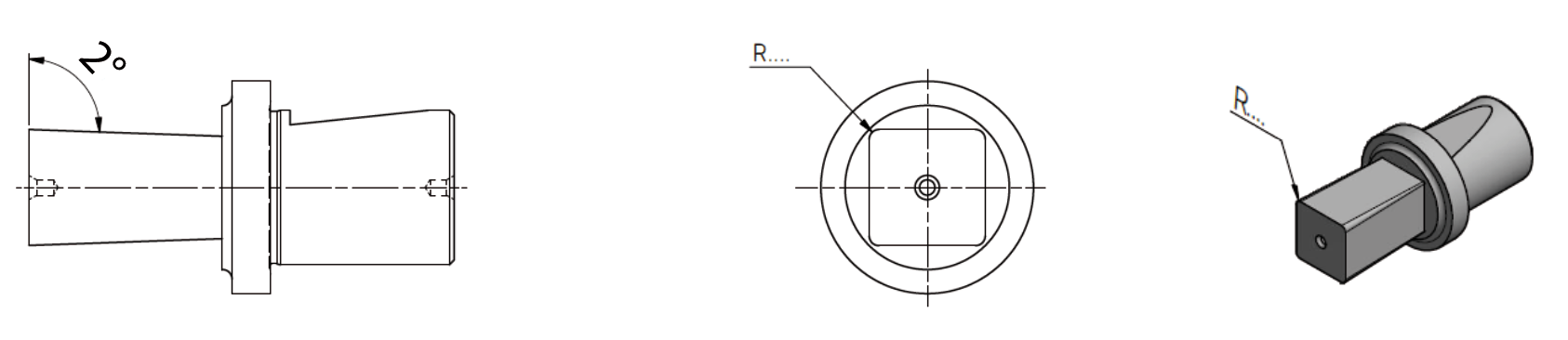
Schärfen auf Anfrage für Nichteisenwerkstoffe und rostfreie Stähle mit Rm unter 900N/mm2 mit 2° Spanwinkel.
FLACHSCHLEIFEN SENKRECHT ZUR SCHNEIDE
Schärfen auf Anfrage für Gusseisen und rostfreie Stähle mit Rm über 900 N/mm2 mit 2° Spanwinkel.
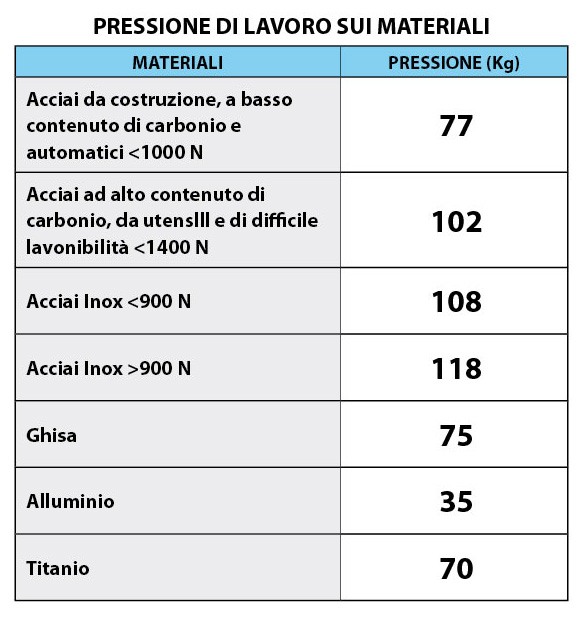
Bei der Bearbeitung quadratischer Steinbrüche ist zu beachten, dass die abzutragende Materialmenge fast doppelt so groß ist wie bei einem sechseckigen Steinbruch, so dass der auszuübende Druck größer ist. Diese Verfahren erfordern normalerweise sehr robuste und leistungsstarke Maschinen.
Wenn es möglich ist, insbesondere jenseits des 20-mm-Quadrats, sollten bestimmte Tricks angewandt werden:
1) das Vorloch sollte immer so groß wie möglich sein
2) Wann immer es möglich ist, ist es ratsam, die Kanten anzufasen, um die scharfe Kante zu entfernen, die die empfindlichste Stelle des Werkzeugs ist (siehe„SCHLEIFEN, das die Brüche vor Abnutzung schützt„).
3) Wenn der quadratische Querschnitt mit den vier vollständigen Ebenen gewünscht wird, kann ein UT-SQ verwendet werden.
Die gleichen Überlegungen gelten natürlich auch für die Ausführung von großen Sechskantnuten, die in der Regel über 26 mm betragen.
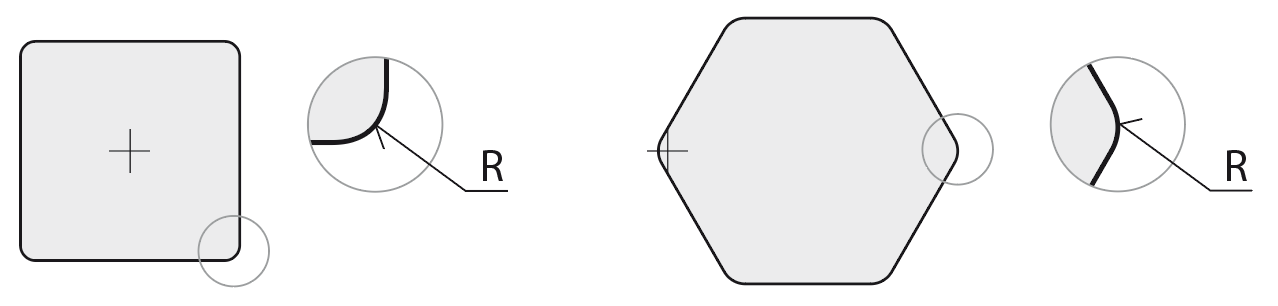
SCHÄRFUNGSARTEN AUF ANFRAGE, DIE DIE RÄUMNADELN VOR ABNUTZUNG SCHÜTZEN
Um ein mögliches Brechen/Ausbrechen der Kanten aufgrund der Festigkeit des Materials zu vermeiden, können die Räumnadeln wie in den folgenden Abbildungen gezeigt geschärft werden:
KANTEN MIT RADIUS
quadratisches/sechskantiges Profil
Quadratische Räumnadel mit RAGED SPIGULARS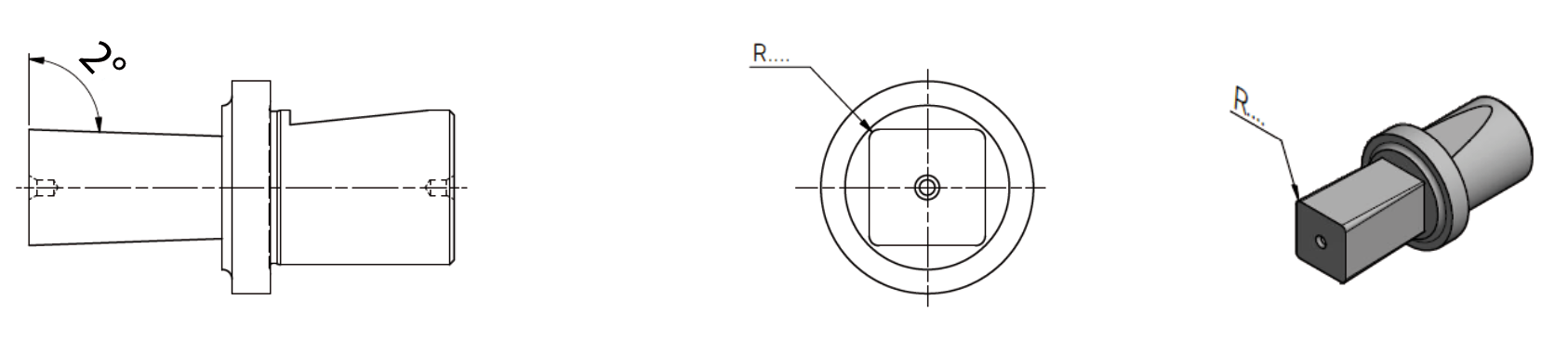
KANTEN MIT GESCHLIFFENEM DURCHMESSER
quadratisches/sechskantiges Profil
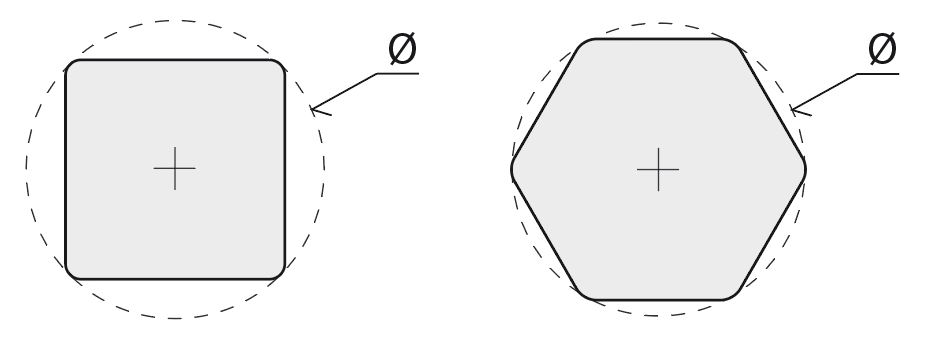
Quadratische Brosche mit RECTIFIED SPIRITS
BEVELLED EDGES
quadratisches/sechskantiges Profil
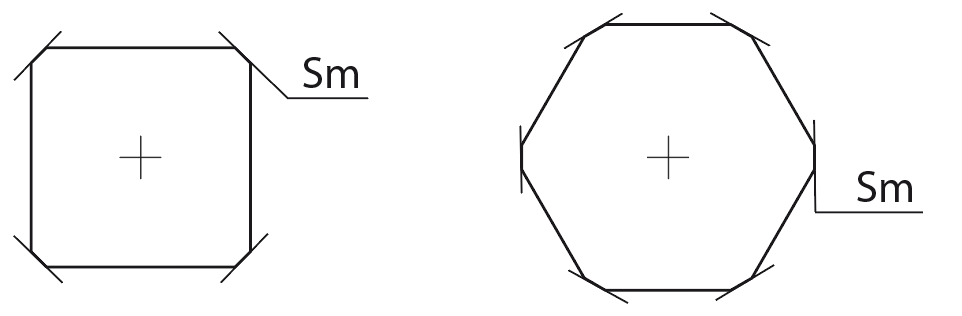
Quadratische Räumnadel mit stumpfen Kanten

BEARBEITUNG VON SONDERPROFILEN
1 – EVOLVIERTE ZÄHNE (z.B. DIN 5480):
2 – FEHLENDE ZÄHNE:
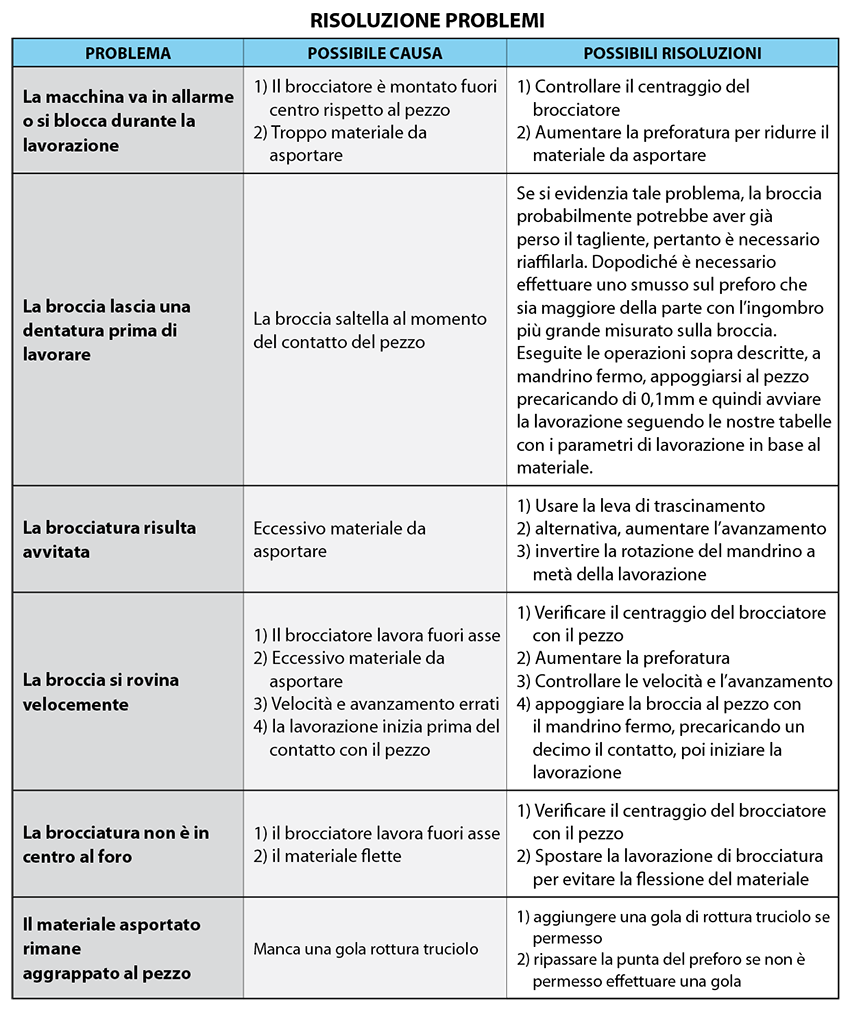
Hier finden Sie einige Hinweise zur Lösung von Problemen bei der Bearbeitung: