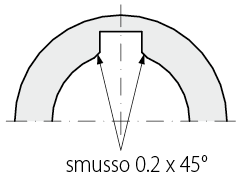
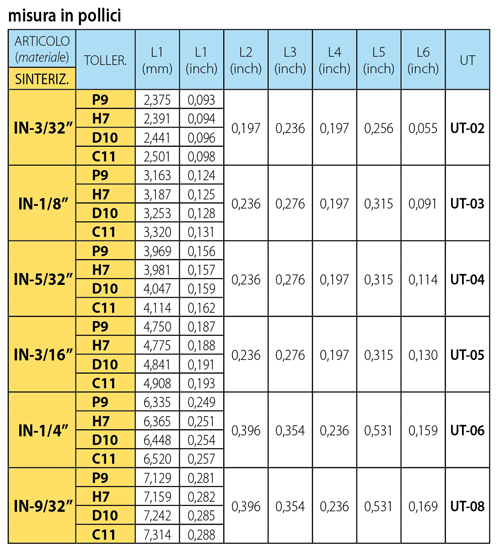
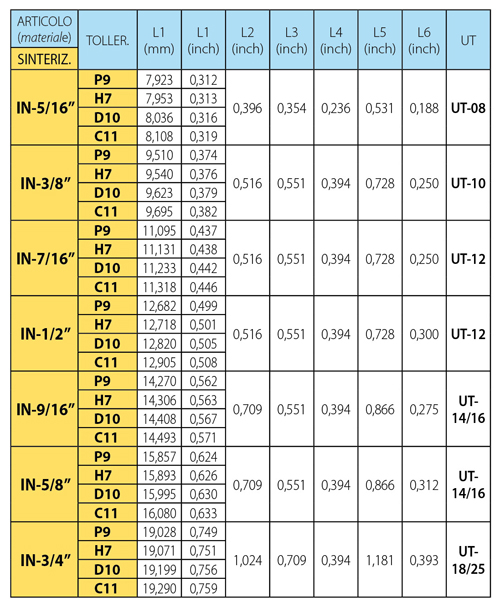
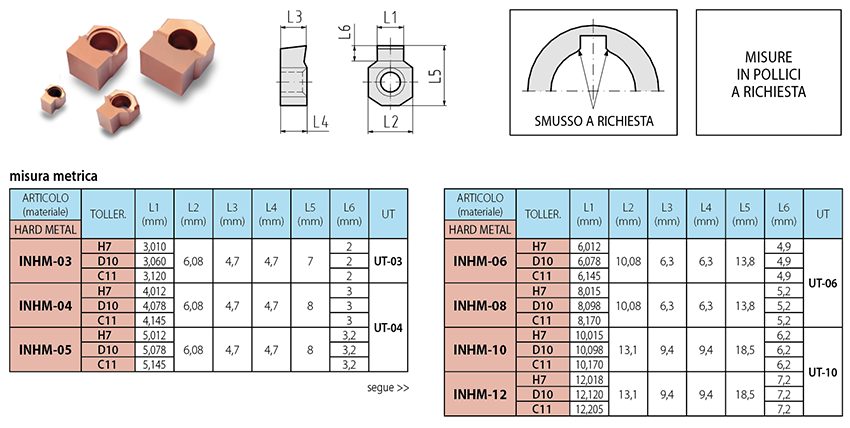
They are made of sintered steel with TiN coating. The type of steel and coating give the insert a high hardness that enables it to withstand excellently the repeated impacts involved in this type of machining. It is important to note that for some inserts, particularly inserts with P9 and H7 tolerances, chamfers of 0.2×45° can be made.
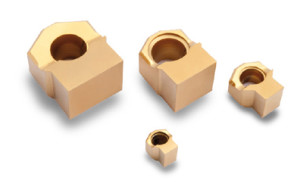
In this way, during and at the same time the execution of the keyway seat, any burrs formed during machining are eliminated. The special shape of the inserts allows resharpening to be performed 2/3 times resulting in cost reduction. The insert sizes expressed in Fig. 3 are always available from stock.
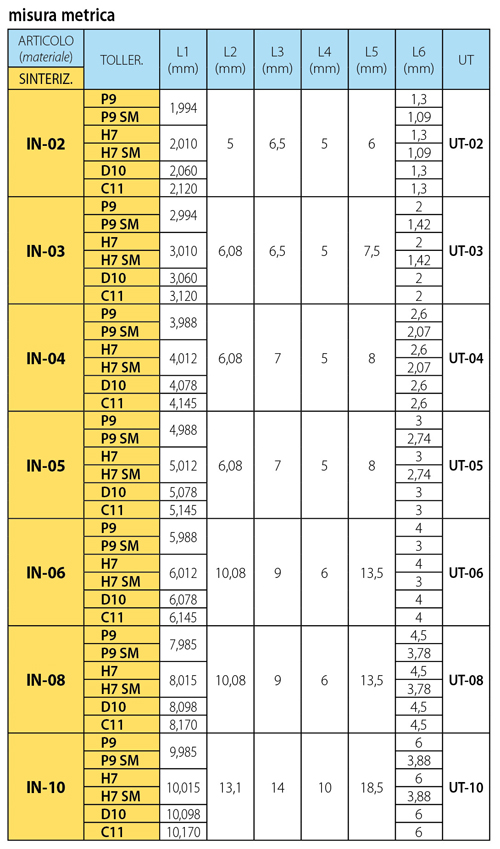
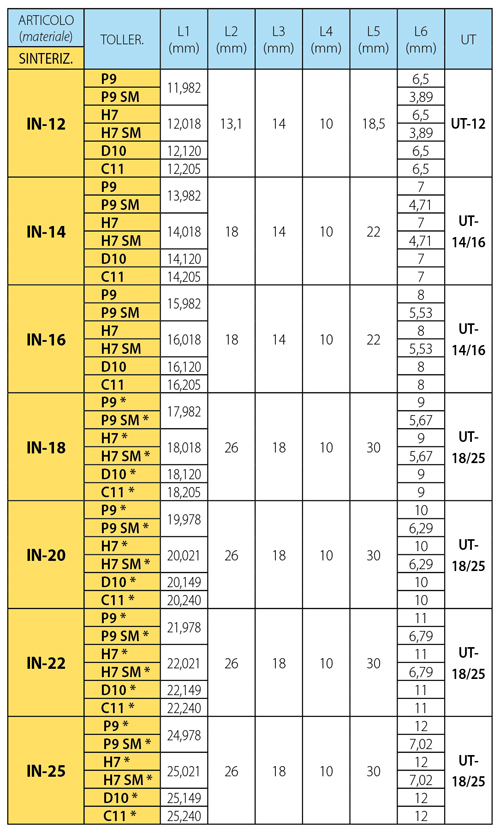
Inserts are produced in metric and inch sizes
* In P6 and H7 tolerance versions, the insert can be requested with a chamfer of 0.2×45° at the point of intersection between the hole and broached slot walls, thus leaving the hole burr-free.
Noi e terze parti selezionate utilizziamo cookie o tecnologie simili per finalità tecniche e, con il tuo consenso, anche per “interazioni e funzionalità semplici”, “miglioramento dell'esperienza” e “misurazione” come specificato nella cookie policy. Il rifiuto del consenso può rendere non disponibili le relative funzioni. Puoi liberamente prestare, rifiutare o revocare il tuo consenso, in qualsiasi momento.
Usa il pulsante “Accetta” per acconsentire all'utilizzo di tali tecnologie. Usa il pulsante “Rifiuta” per continuare senza accettare.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.